
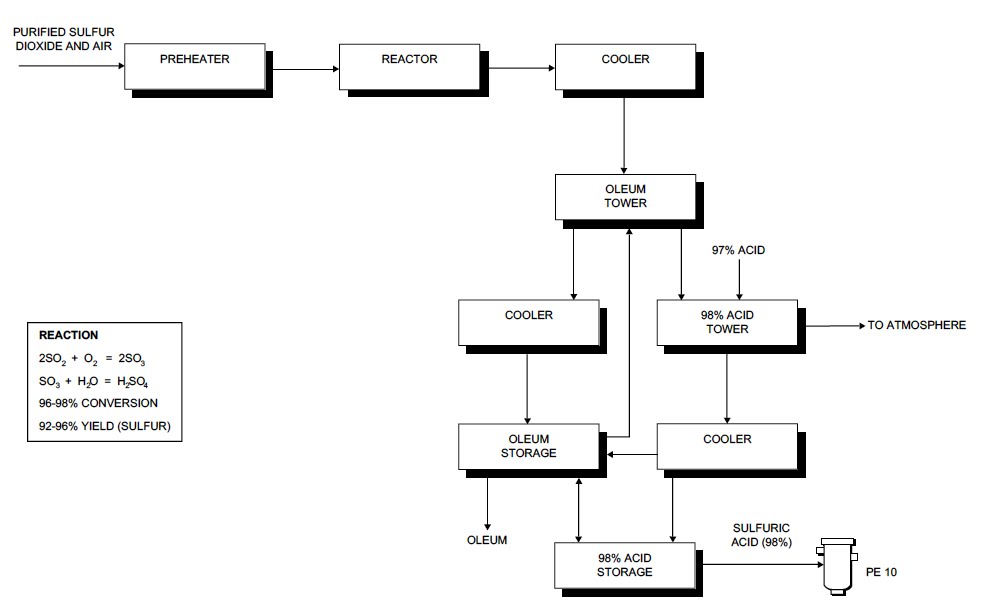
The catalytic reaction generates a lot of heat and is reversible. The catalyst tower is, therefore, arranged with
alternating levels of catalyst and gas coolers to prevent the reverse reaction from occurring at high temperatures. The product SO3 gas is further cooled to about 250°C (482°F) in a cooler and then absorbed by a recirculating stream of oleum. The recirculation/storage (recycle) ratio is determined by the desired specification of the oleum.
Unabsorbed SO3 gas escaping from the oleum tower is absorbed by a recirculating stream of 98-99% sulfuric acid. The recycle ratio of the sulfuric acid is, once again, determined by the desired purity of the sulfuric acid product. Environmental regulations frequently require that waste gas from the sulfuric acid tower pass through another absorbing tower to eliminate SOx emissions that cause acid rain. A second conductivity measurement is placed in the final recirculation line between the last sulfuric acid tower and the circulation tank.
The final sulfuric acid product is then sent to storage tanks. Both the storage tanks and process piping in the sulfuric acid plant can be of stainless steel, providing the sulfuric acid concentration never drops below 95%. Less concentrated acid is very aggressive and requires exotic construction materials, such as Hastelloy or Teflon1 lining, for adequate service life.
Sulfuric acid production process video, Contact process
Related posts
Flow sheet of Boric acid
Flow sheet of citric acid


